-
 Email: [email protected]
Email: [email protected]
-
 Phone: +86-18021988367
Phone: +86-18021988367
 English
English
Produs
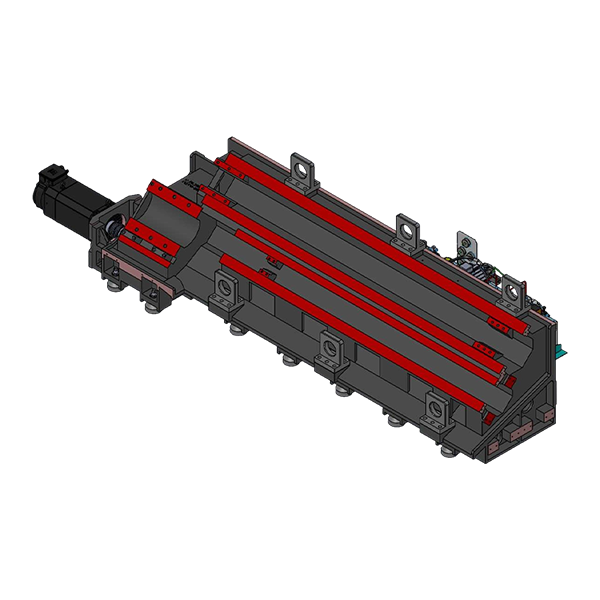
Seria CKX - Mașină de strunjit și frezat cu două axuri personalizabilă





- DESCRIERE
- PARAMETRI TEHNICI
- CONTACTATI-NE
PARAMETRI TEHNICI
 | Introducere de bază |
| Capul axului / Valoarea cuplului | 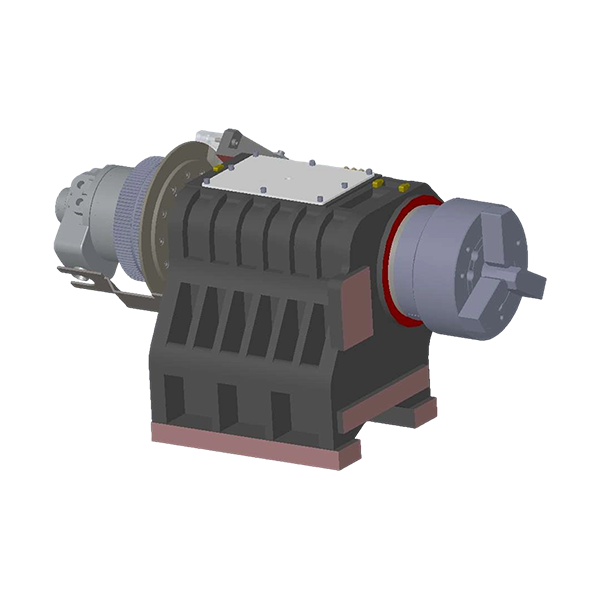 |
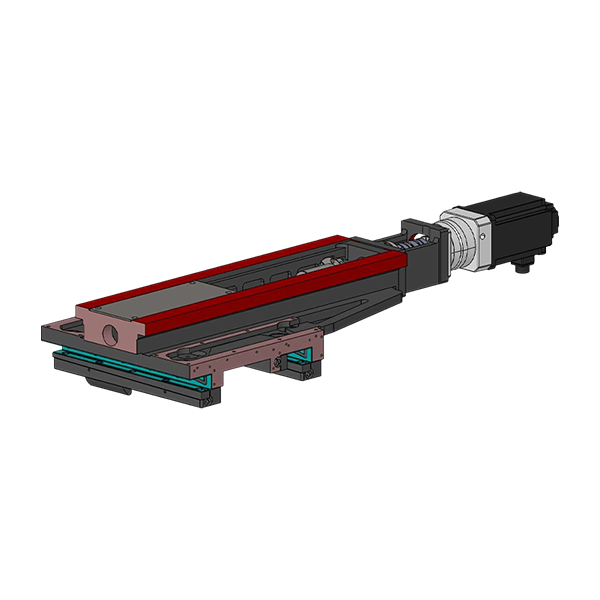 | Trist dle ·Axa Y adoptă un ghidaj dublu întărit, care mărește deschiderea efectivă și oferă o rigiditate optimă pentru avans de tăiere. |
| Compensare pentru axa Y ·Axa X adoptă o configurație cu șină dublă, care mărește deschiderea efectivă și oferă o rigiditate optimă pentru avansul de tăiere. |  |
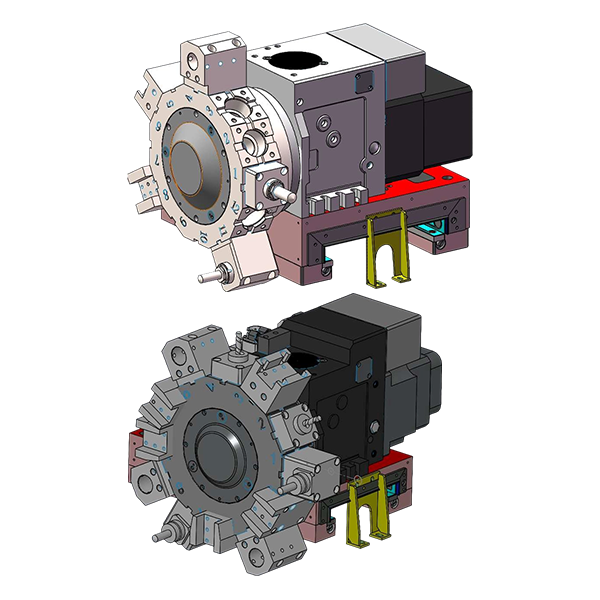 | Putere turelă CKX750 |
| Concepător Axa W adoptă un ghidaj dublu întărit, care mărește deschiderea efectivă și oferă o rigiditate optimă a avansului. | 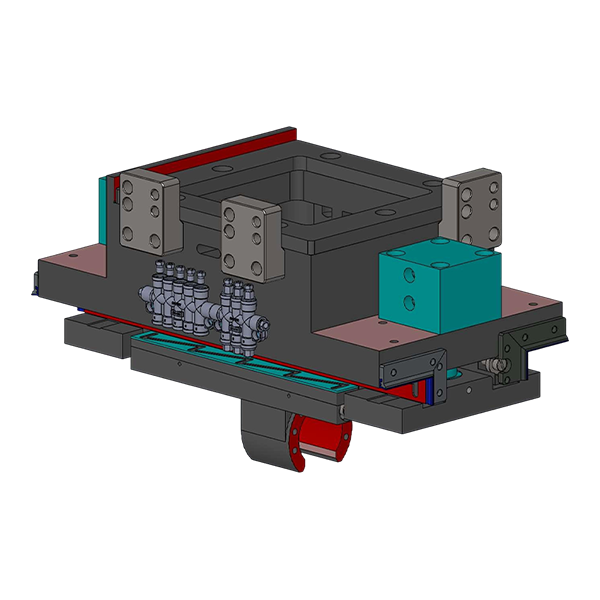 |
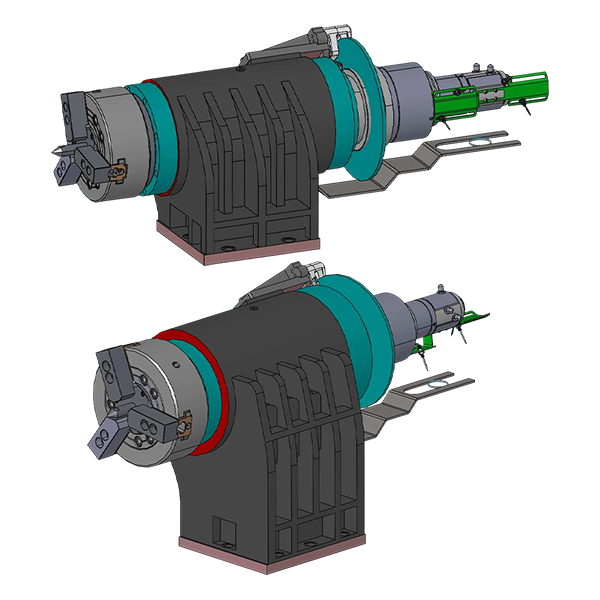 | Ax electric CKX750 |
| Centru Odihnește-te | 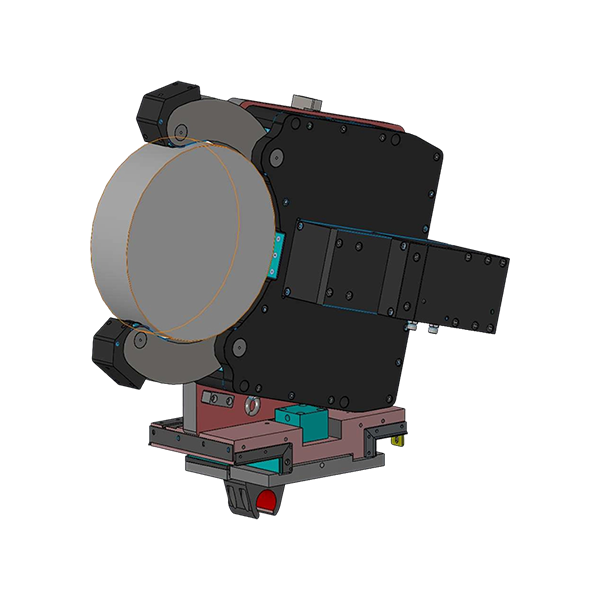 |


DESPRE NOI
Dedicat exclusiv perfecționării tehnologiei de strunjire-frezare
, înființată în 2015, funcționează ca o întreprindere integrată de producție și comercializare, care se ocupă de orice, de la cercetare și dezvoltare și producție până la vânzări și servicii. Echipat cu facilități de prelucrare avansate, cum ar fi centre de prelucrare CNC, polizoare de suprafață și polizoare de ghidaj, menținem un control strict al calității pe tot parcursul procesului de producție - de la turnare și asamblare până la vânzarea mașinilor finite și asistență post-vânzare. Mașinile noastre unelte sunt recunoscute pe scară largă pentru designul lor inovator, performanța fiabilă, precizia ridicată, rentabilitatea excelentă și serviciile complete.
-
0
 Stabiliți în
Stabiliți în
-
0+
 Zona de clădire
Zona de clădire
-
0+
 Angajatii
Angajatii
-
0+
 Țara de export
Țara de export

CERTIFICARE ONORIFĂ
CERTIFICAT




Fiți atenți la ultimele noastre știri și expoziții
 Vezi toate știrile
Vezi toate știrile
Știri și perspective
-
 Știri din industrie
Știri din industrie -
Știri din industrie
-
Știri din industrie
-
Știri din industrie
CUNOAȘTE INDUSTRIE
Când compozitul Turn-Mill bate de fapt „Moara de strung”
A prelucrare eficientă mașină-uneltă compozită turn-freza își arată avantajul atunci când o piesă necesită conversii multiple de date (strunjire, frezare, găurire, filetare, caracteristici decentrate, găuri în unghi) și lanțul de toleranță este strâns. Dacă mutați o piesă între mașini, fiecare reclamă adaugă eroare, plus „costul ascuns” al timpului de configurare și al inspecției în curs.
- Piese cu caracteristici prismatice coaxiale: o prindere păstrează mai bine concentricitatea și poziția adevărată.
- Loturi medii cu schimbări frecvente: mai puține dispozitive de fixare și mai puține decalaje reduc timpul de netăiere.
- Piese de mare valoare: riscul de deșeuri scade atunci când procesul este consolidat și monitorizat într-un singur sistem de control.
În propria noastră linie, menținem cercetarea și dezvoltarea și îmbunătățirea proceselor concentrate pe un singur lucru - tehnologia compozitelor turn-fresare - astfel încât viteza de iterație să rămână ridicată și platforma să devină mai matur cu rate mai mici de eșec de-a lungul timpului.
Strategia de referință: Cum să protejați concentricitatea și poziția adevărată
Pe un compozit turn-frezare, cel mai mare câștig de precizie provine adesea din planificarea datelor, mai degrabă decât din urmărirea specificațiilor la nivel de microni. Scopul este de a menține suprafețele funcționale referite la un set de date stabil pentru toate operațiunile.
Reguli practice care reduc stivuirea toleranței
- Rotiți mai întâi diametrul de localizare primar și fața, apoi frezați caracteristicile care fac referire la acele suprafețe.
- Utilizați sondarea pentru a „închide bucla” după degroșare, înainte de a termina modelele critice.
- Evitați reclamarea dacă nu este necesar; dacă este necesar, restabiliți datele folosind sonda în ax și funcțiile de localizare dedicate.
- Păstrați traseele sculelor în concordanță cu GD&T: finisați ultimele suprafețe care conduc toleranța pentru a minimiza efectele de deformare.
O greșeală obișnuită a cumpărătorului este „cumpărăturile cu specificații” în timp ce ignoră disciplina de referință. În producția reală, continuitate de origine cu o singură setare este de obicei pârghia mai mare.
Axa B vs frezarea fixă: ce câștigi, ce trebuie să controlezi
Adăugarea unei axe B (sau a unei capacități echivalente de frezare cu mai multe axe) extinde anvelopa caracteristicii - fețe unghiulare, găuri compuse, frezare cu formă liberă - fără setări secundare. Compensația este că calibrarea și disciplina procesului contează mai mult.
| Capacitate | Aplicațiile cele mai potrivite | Punct de control cheie |
|---|---|---|
| Frezare cu unghi fix | Fante, plate, cercuri cu șuruburi | Stabilitate offset de la ax la lucru |
| frezare pe axa B / multi-axa | Găuri unghiulare, rotoare, fețe complexe | Calibrarea axei rotative verificarea sondei |
Dacă piesele dumneavoastră sunt în mare parte frezare 2.5D pe material turnat, este posibil să nu aveți nevoie de multi-axa completă. Dar dacă o faceți, asigurați-vă că constructorul are o metodă de calibrare dovedită și acceptă rutinele de verificare - aici un producător axat pe cercetare și dezvoltare poate face experiența de proprietate mai ușoară.
Controlul așchiilor: determinantul ascuns al timpului de funcționare în prelucrarea compozitelor
Tăierea compozită prin turnare-frezare creează tipuri mixte de așchii: așchii de strunjire lungi, așchii de frezat rupte și așchii de foraj strunuși. Evacuarea așchiilor nu este cosmetică – afectează finisarea suprafeței, durata de viață a sculei, alarmele de încărcare a arborelui și chiar uzura axelor dacă așchiile recirculare.
Ce să introduci în proces
- Folosiți geometrii pentru spargerea așchiilor pentru strunjire; nu „forțați” spargerea așchiilor prin supraalimentare dacă dăunează finisajului.
- Secvența operațiunilor astfel încât strunjirea grea să nu îngroape caracteristicile delicate de frezare sub așchii.
- Lichidul de răcire de înaltă presiune este cel mai valoros pentru găurirea adâncă, despărțirea și materialele gumate.
- Urmăriți împachetarea așchiilor în jurul zonei secundare de reținere a arborelui secundar; este o sursă frecventă de timp neașteptat.
Când evaluați mașinile, întrebați despre proiectarea de evacuare a așchiilor și posibilitatea de service. În magazinele adevărate, stabilitatea chipului este adesea egală cu stabilitatea producției .
Comportament termic: de ce se întâmplă „Dimineața bună, după-amiaza rău”.
Mașinile compozite concentrează mai multe surse de căldură într-o singură carcasă: ax principal, ax de frezare, servomotoare, șuruburi cu bile și adesea un al doilea ax. Pe măsură ce temperatura variază, la fel se întâmplă și punctele centrale ale sculei și creșterea axului, în special vizibile pe piesele lungi sau ale alezajelor adânci.
Tactici de la magazin pentru a stabiliza precizia
- Încălziți-vă folosind viteze reprezentative ale axului și mișcarea axei, nu doar mersul în gol.
- Finalizați diametrele/alezajele critice după ce mașina atinge o stare termică stabilă.
- Utilizați sondarea pentru a compensa: măsurați o caracteristică de referință și corectați decalajele înainte de trecerile finale.
- Dacă toleranța dvs. este strânsă, standardizați temperatura lichidului de răcire și țineți ușile carcasei închise în timpul finisării.
Partea practică: repetabilitatea provine din consistența termică verificări ale geometriei de mai multe ori.
Managementul sculelor: Cum să preveniți coliziunea și să reduceți timpul fără tăiere
Deoarece sistemele de scule de strunjire și frezare au același ansamblu de lucru, managementul sculelor este atât o pârghie de productivitate, cât și o cerință de siguranță. Ciocnirile provin adesea din modificările trecute cu vederea lungimii sculei, decalajele de lucru prost setate sau convențiile de coordonate mixte între ciclurile de strunjire și frezare.
Controale de proces care merită standardizate
- Mentine a prelucrare eficientă mașină-uneltă compozită turn-freza bibliotecă cu lungimi de gabarit verificate și limite de stick-out; blocați editările în spatele permisiunilor.
- Folosiți măsurarea în mașină a presetterului de scule, acolo unde este posibil, pentru a detecta deplasarea decalajelor devreme.
- Standardizați planuri sigure atât pentru operațiuni de strunjire, cât și pentru operațiuni de frezare; evitați „avioane sigure personalizate” pentru fiecare programator.
- Introduceți un protocol de funcționare uscată pentru programe noi: avans redus, blocare unică și focalizare pentru verificarea coliziunii lângă mandrina/fălci.
Acesta este, de asemenea, motivul pentru care păstrăm piesele de schimb și suportul tehnic dedicat unui singur tip de mașină: răspuns rapid este cel mai important atunci când încercați să protejați timpul de funcționare.
Alegeri de suport care fac sau sparg prelucrarea compozitelor
În lucrările compozite de strunjire-frezare, mandrina și fălcile fac mai mult decât să țină - ele definesc data, influențează rotunjimea și determină dacă operațiunile de transfer sunt stabile. Supraprinderea poate deforma piesele cu pereți subțiri; strângerea insuficientă cauzează micro-alunecare care distruge finisarea suprafeței și precizia poziției.
Scenarii comune și cele mai bune practici
- Tuburi subțiri / inele: utilizați fălci moi găurite la aceeași forță de strângere folosită în producție; terminați ID-urile critice după ce stresul este stabilizat.
- Arbori lungi: utilizați contracapă/suport sau soluții stabile; prioritizează controlul vibrațiilor înainte de a crește viteza.
- Transfer la sub-ax: adăugați o caracteristică de localizare (pilot/umăr), astfel încât a doua prindere să facă referire la o suprafață cunoscută.
- Frezare cu cuplu mare pe material turnat: verificați dințarea fălcilor și modelul de contact; contactul slab este o sursă tăcută de vorbărie.
Dacă doriți o evaluare rapidă: îmbunătățiți mai întâi suportul de lucru, apoi reglați parametrii - modificările suportului de lucru pot oferi îmbunătățirea imediată a randamentului .
specializata in
servicii de cercetare și dezvoltare, producție și vânzări în cadrul mașinii-unelte
industrie. Mașină de strunjit și frezat CNC personalizat şi Fabrica de centru compozit de strunjire și frezare CNC.
Personal cu experiență și experți sunt întotdeauna disponibili pentru a vă oferi
îndrumări profesionale și soluții la probleme tehnice.
Produs
De ce Noi
Sala de redacție
Drepturi de autor © Xuancheng Huzheng Machinery Trading Co., Ltd. Rights Reserved.

